
Building a Class 100 Semiconductor Cleanroom Inside a Shed

Most people see that garden shed as little more than a place to store some gardening tools in, but if you’re like [Dr. Semiconductor], then what you see is a potential cleanroom for semiconductor manufacturing. As ridiculous as this may sound, the basic steps behind the different levels of cleanrooms work just as well for a multi-million dollar fab as they do for for a basic shed.
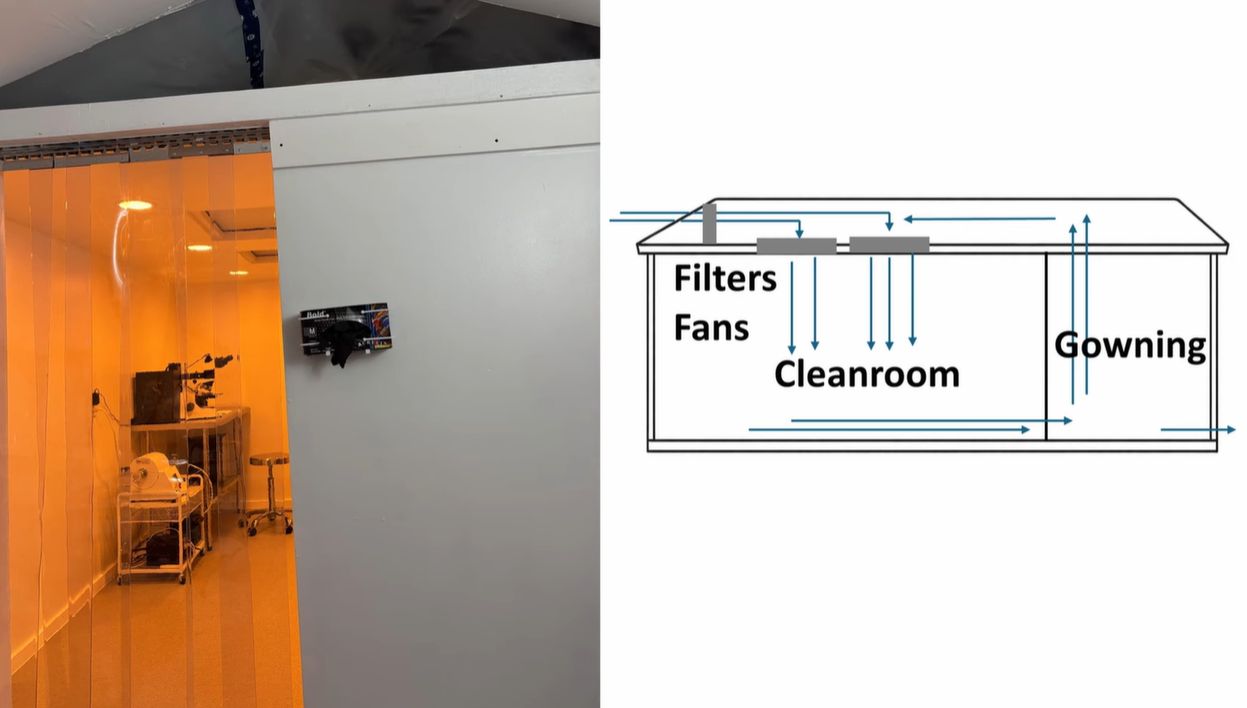
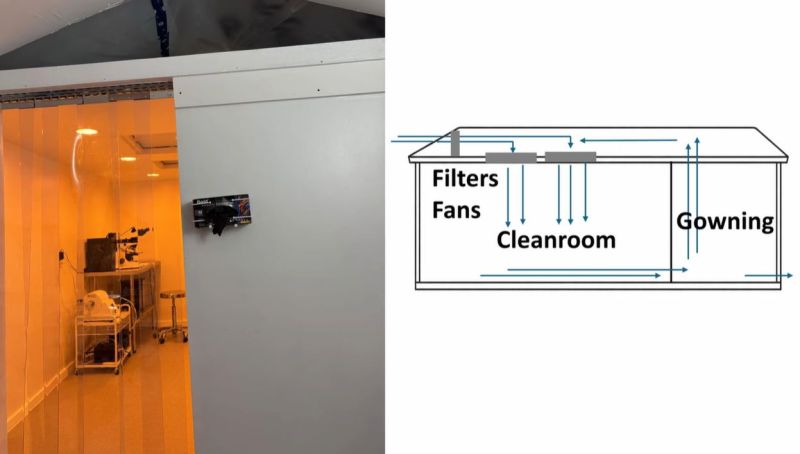
Key to everything is HEPA filtration along with positive pressure, to constantly push clean air into the cleanroom, while preventing dirty air from flowing in. The shed was also split into two sections, the first room once you enter it being the the gowning room. This is where you change into cleanroom gear before you transition into the cleanroom.
In addition to the flame-resistant drywalls, a water-based epoxy coating was applied to the insides of the cleanroom walls to make it smooth and free of debris. The HEPA filtration system constantly filters the shed’s air along with some fresh outside air, while an airconditioning unit ensures that the temperature remains constant.
The measured >0.5 µm particle contamination inside the shed turned out to be enough for a FED STD 209E equivalent of Class 100, which is ISO 5 class with a maximum of 3,520 particles/m3. For comparison, room air is ISO 9 with max 35,200,000 particles/m3. At ISO 5 it’s good enough to do some semiconductor R&D laboratory things, which is what [Dr. Semiconductor]’s channel is – shockingly – about.
Thanks to [Thayer] for the tip.

